








产品详情
―― 聚乙烯缠绕结构管/检查井 ――
聚乙烯缠绕结构壁管是一种新型异形结构壁管材,采用高密度聚乙烯热缠绕成型工艺制成。
产品以高密度聚乙烯树脂(HDPE)为原料,以PP或PE波纹管做辅助支撑管,采用热缠绕成型工艺生产的高密度聚乙烯大口径缠绕增强管。因为这种管道开始由国内公司从国外克拉公司引进,所以在国内俗称这种管为克拉管。
这种管道的国家标准为GB/T 19472.2-2017 。
该产品具有重量轻、承压能力强、接口质量高、寿命长、耐腐蚀、环刚度高、施工方便等优点,广泛应用于城市供水、排水、远距离输水及农田水利灌溉等工程。口径从DN300-DN4000,管材重量轻,整体柔性好,是目前埋地排污排水的主要管材。
管材结构:
一、管材直径
克拉管的直径可以从300mm到4000mm,两相邻规格的管材直径可相差100mm.
克拉管的公称直径为管材的内径,因此在管材的环刚度或者壁厚变化时,管材的内径不变,从而使水流量不受影响。
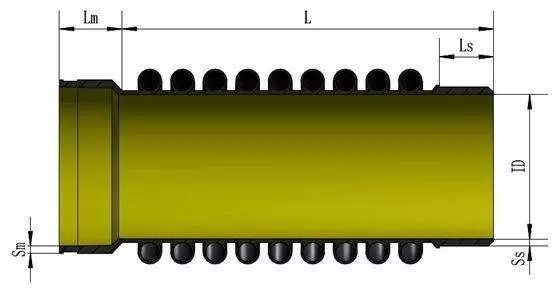
二、管材结构
克拉管的公称长度一般为6米,克拉管管身分为三部分,一部分为承口,二部分为管材主体,三部分为插口。这三部分都是在线一次性成型。每一部分的厚度都可以根据工程需求灵活生产,因而管材的整体强度非常高。克拉管的承口处为锥形内径,插口处为锥形外径,这种结构可以在采用电熔连接时,两根管子将会被牢牢的焊接在一起而没有缝隙。
三、管壁结构
克拉管的水接触层的厚度可从2mm做到300mm,因而克拉管可以做为排污排水或者供水管。考虑到管材的可靠性及施工,建议水平层的壁厚尽小为4mm。克拉管的承重层可根据工程要求采用多种管壁结构来增强环刚度。这些管壁结构在增加环刚度的同时减轻了管材的重量,节省了材料。
结构命名:
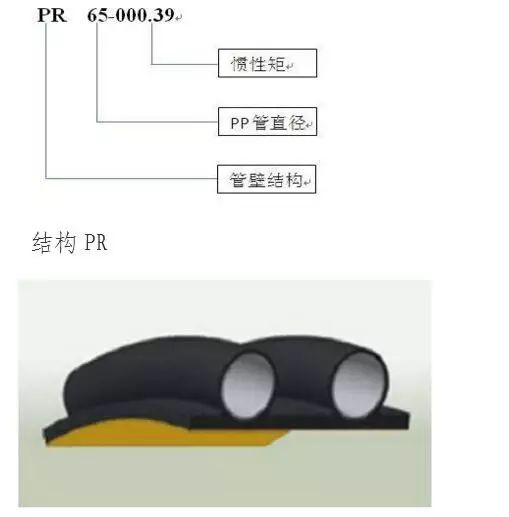
这种结构内壁光滑,外壁呈波纹状,环刚度高,重量低,这种结构主要用于生产排水,排污管等。这种结构的PP支撑管规格为21,25,30,34,42,54,65,75,80,90,110mm
管材优点:
一、优异的物理性能。
高密度聚乙烯有很好的刚性、强度,也有很好的柔性、耐蠕变性,而且较高密度聚乙烯更有热熔连接性能优良的特点,有利于塑料管的安装。
二、耐腐蚀,使用寿命长。
在国内海边地区,地下水位偏高,土地湿度大,而PE管可耐多种化学介质的侵蚀,不需防腐处理。
三、热态缠绕成型熔缝质量高。
从挤塑机口模挤出的处于熔融状态的平料带和包覆料带,按预定的位置均匀的缠绕在加热的滚筒模具上,使结构壁管熔接缝质量更加稳定,管材采用风冷却,材料冷却均匀。特别是结构设计中平料带的熔接缝被料带包覆支撑管所覆盖,提高了制品整体的抗外压能力。管材的水平层与加强结构层在熔融状态下熔接,熔缝质量高,没有内应力,管材的整体强度高。
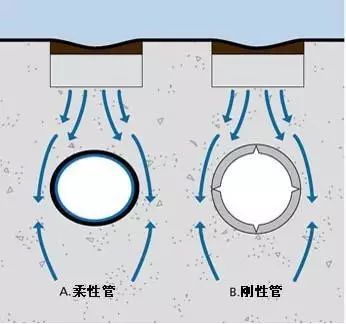
四、环柔性。
塑料管属于柔性管,在受外压负荷时,柔性管和刚性管的承受负载的机理是不同的。柔性管在受压破坏之前,可以有较大的变形,而刚性管在受外压破坏之前不可能有较大变形。当刚性管受外压时,负载经过管材壁传递到底部的管床上,在管材壁内产生弯矩,随着管材直径加大,管壁的弯矩和应力急剧加大,所以大直径的混凝土排水管常常需加钢筋,而柔性管在受压破坏前先变形----横向外扩,管材周围的回填土壤可以起到阻止柔性管变形和外扩的作用,外压负载就被传递和分摊到周围的回填土中去了。所以,在同样外压负载下柔性管管壁内的应力较小,它和周围的回填土共同承受负载,管土共同作用。因此,塑料埋地排水管不需和刚性混凝土管一样的强度和刚度,在合理的刚度下,是可以达到使用要求的,这一点已被国外发达国家的应用实践所证明。
五、流通能力大,经济上合算。
六、安装性能优异。
管道连接采用在承口预埋电熔丝同材质承插电熔连接技术,连接质量高。可做到无泄露。同时,由于该产品在同等应用条件下比其它管材重量轻,便于运输,施工方便快捷,可降低施工费用,在应用范围,不需混凝土垫层和混凝土管基沟槽合格后即可直接敷管,基本上做到边开挖、边下管、边回填,简化了施工程序,缩短了期。在工程验收时,采用闭气检验代替闭水试验,既加快了验收速度,又节闭水试验中繁杂的工作和大量的试验费用。

七、密封性好。
采用熔接连接(热熔或电熔),结构与管体本身的同一性,实现了接头与管材的一体化。其接口的抗拉强度与爆破强度均高于管材本体,可抵抗内压力产生的环向应力轴向应力。因此,与橡胶圈类接应或其他机械接头相比,不存在接应扭曲造成的泄露危险,密封性能十分良好。
八、抗应力开裂性好。
具有低的缺口敏感性,高抗剪切强度的段异的抗痕能力,耐环境应力性非常突出。
九、低温抗冲击性好。
低温脆化温度极低,可在-60摄氏度温度范围内使用。
管材生产工艺:
高密度聚乙烯(PE)或聚炳烯(PP)在挤出机,挤管材的主体,通常为黑色,这里挤出机可为一台或者二台,主要用于挤黑色共挤层,被塑化,并被挤出到模具中,模具分为水平层和包覆层,每层的比例由计算机控制。在包覆层模具中黑色的融体将PP支撑管紧紧的包覆住形成管材的结构层。共挤的水平层和包覆层结合到一起后,缠绕到被加热的成型模具上,在模具上将管材的承口,管主体及插口一次性成型。管材缠绕成型后。用行车将缠绕在模具上的管材吊放到冷却切削台上采用风冷却,管材温和而均匀的被冷却,避免了管材因快速冷却而产生的内应力。
冷却完的管材被放到切削台上,进行承插口的修整。在切削台上,将承口及插口修整成设计的形状及尺寸,以便达到管材电熔连接或者橡胶圈连接的要求,从而方便施工。
人工修整,与模具分离的管材由移动平台运送到人工修整台进行承插修整,及内壁质量检查及修整,在修整完后,人工将电熔焊丝装到承口上,并将重量及管材的参数标记到管材上。


